


堆焊作为材质表面改性的一种经济而快速的工艺方法,广泛应用于各个工业部门零件的制造修复中。堆焊使用焊接工艺将填充金属熔覆在金属材料或零件表面。通常用来修复磨损和崩裂部分,即优质、高效、低稀释率的堆焊技术。也可用于单纯的修复零部件尺寸,提高耐磨型和耐蚀性,延长零部件的寿命,降低制造成本,提高设备的工作效率并降低动力消耗,为企业节省维修和更换零部件的费用。
产品特点:
1.通过耐磨堆焊,可是易磨损零件的使用寿命提高几倍甚至几十倍。不但节约大量的设备检修费用,而且还减少停机检修时间,提高产量。
2.目前很多易磨损零件都是采取价格较贵的耐磨合金钢制造的,当采取耐磨堆焊技术以后,其基材可改用价格低廉的低碳、低合金钢制造。既可提高零件的使用寿命,又降低了零件的制造成本,充分的发挥了材料和资金的效益。
3.易磨损零件才去耐磨堆焊以后,可以减少备用零件的库存量,节约备件的管理费用,减少资金的积压,以利于扩大再生产。
典型应用:各类轧辊、轴类、磨盘、风机叶轮、塑料磨具、导轨、齿轮、螺杆、缸套、曲轴、发电机、闸门等易损零件的表面强化处理和再制造。
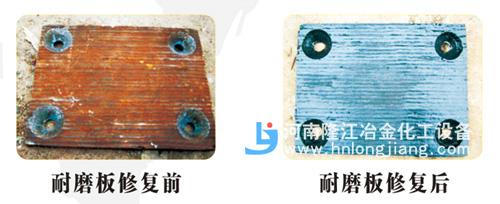
耐磨堆焊复合钢板
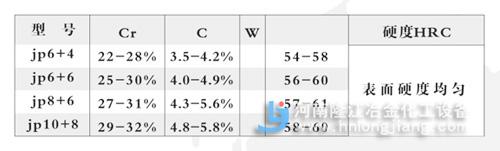
高硬度碳化铬耐磨合钢板是由Q235钢板与耐磨层复合而成。耐磨层的基本是冶金结合,用进口专用高硬度明弧药芯焊丝均匀地复合一层至两层以上,复合过程中,由于应力的释放,在表面会产生均匀的横向裂纹。复合耐磨有其独特的金相组织,呈纤维状分布,硬度可达到56—62之间,但它却能进行切割、弯曲、焊接等加工,可以这样说,基本上钢板能加工的部件,耐磨板也都能加工。
耐磨板的耐磨层以高铬为主,同时还有钼 铌 钒等成分,形成的合金碳化物在高温下有很强的稳定性,仍能保持较高的硬度,同时还具有很好的抗氧化性能,在550°C以下可以正常使用。
优点:
1.可以得到美观平整的表面
2.卓越的耐磨耗特性
3.降低工厂的检修成本
4.优越的熔焊强度
5.均匀的硬度
6.独特的可加工性
成分:
可供应尺寸:

1.以上为标准板尺寸,可根据客户图纸要求制作,加工费用另计
2.长度方向为焊道方向
耐磨复合钢板的性能特点
1.高抗氧损性能:磨损试验表明耐磨复合板的耐磨性比低碳钢高20倍以上,比不锈钢、高锰钢高5倍以上。
2.高抗冲击性能:由于采用软钢基板,耐磨复合板具有很高的抗冲击性能,充分体现了复合材料既耐磨又抗冲击的优点。
3.方便的加工性能:耐磨堆焊复合钢板可以变形、焊接、可很方便的像普通钢板一样加工成各种耐磨损部件。
4.高性能价格比:使用耐磨复合板虽然表面成本提高,但综合考虑机件的使用寿命、维修费用、停机损失等,其性能价格比高出普通材料约2~4倍。由于材料使用合理,耐磨堆焊复合板比同等材料手工堆焊价格低50%.
耐磨直管与弯管
耐磨直管与耐磨弯管是由复合板弯曲焊接加工而成,其接缝处由我公司特殊焊丝熔接而成,其耐磨性等同于复合耐磨板,另外加工各种小直径管道,采用半自动手弓堆焊,使用材料为高铬焊丝,同样具有独特的耐磨性。

磨辊、磨盘修复

1. 表面硬度:堆焊表面硬度(HRC:58-63)
2. 质量:堆焊层无剥落,表面均匀平整,有分部纵向、均衡且较短的龟裂纹
3.使用寿命:8000-10000小时
轧辊修复

焊接工艺

风机叶轮修复

修复后使用寿命是其新产品的4-6倍
炼铁烧结单辊主轴堆焊修复

修复后使用寿命是其新产品的4-6倍
磨煤机修复

磨辊明弧堆焊典型焊接工艺参数如下:焊丝直径为3.2MM;电源极性为直流反接;电流为450正负30A;电压为25-35V;下伸长度为25-35MM;焊接速度为1000-1500mm/min;层间温度为室温150°C;焊后处理为跟踪水雾冷却。
定期检查,调整、修复或更新。修复辗磨件比更换成本低,性能接近,有可观的经济效益,所以就辗磨件一般都进行多次修复和利用。