


随着科学技术的迅猛发展,各个领域对温度控制系统的精度、稳定性等要求越来越高,控制系统也千变万化。计算机测控技术的出现,使得传统的电子测量的原理、功能、精度和自动化程度发生巨大变化,自动化的程度越来越高。温度控制的关键是测温和控温两方面,温度测量是温度控制的基础,这方面技术比较成熟。而控温方面,由于控制对象的复杂性,所以还存在许多问题。
当被控对象为电阻炉时,由于电阻炉纯滞后特点,被控对象的纯滞后时间使系统的稳定性降低,动态性能变坏,容易引起超调和持续的震荡,常规的控制算法难以获得良好的控制性能。
数字PID设计采用大林控制算法,使系统的闭环传递函数具有带纯滞后的一阶惯性环节,使要求纯延迟时间等于被控对象的纯延迟时间。然而PID参数的整定比较复杂,基于工艺过程对炉温稳定性和精确度的要求,选择二维模糊控制器在软件设计和调试整定比较容易实现。
模糊控制不需要建立控制对象的精确数学模型,只要求把人工操作的经验与数据归纳成较完善的语言控制规则,典型的二维模糊控制器的设计通常包括以下四个组成部分:
(1)模糊化:采用正态分布确定模糊变量的赋值表,将温度误差和误差变化量的精确量转化成模糊量。
(2)模糊推理:按照语言控制规则进行模糊推理,求出系统全部模糊关系所对应的控制规则并置于规则库。
(3)模糊判决:用“最大隶属度法”、“加权平均判决法”等方法得到控制参数的模糊量。
(4)去模糊化:把模糊判决后的结果由模糊量转化成为可以用于实际控制的精确量。
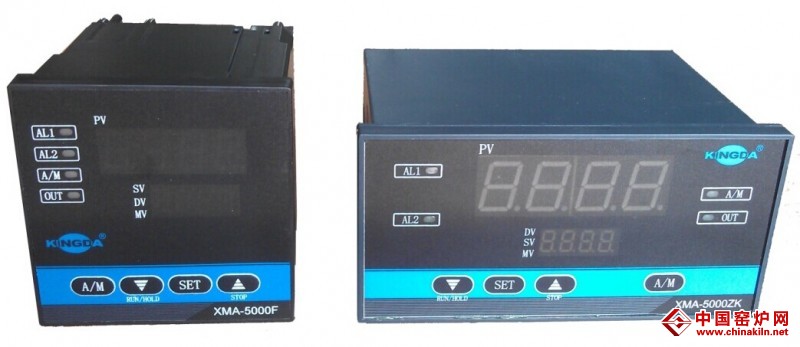
辉达工控HD-B-MA5000系列智能PID调节器的特点有:
1. 万能分度号输入,可进行开方小信号切除。
2. 具有热电偶冷端补偿,自动稳零及非线性处理技术,长期运行无温漂。
3. 独特的专家自整定算法,适用于各种被控对象,自整定成功率大于95%。
4. PID调节正反作用(冷却/加热)可选。
5. 可软件设置输出上、下限幅值,用于节约能源,限定阀门开度,减小加热设备的功率等,支持外部手动限幅。
6. 定值控温模式下升温速率可设定,可分段限幅,具有恒温计时功能。
7. 50段时间程序存储地址,时间曲线条数可灵活设置,人性化跟踪运行。
8. 各时间程序段可分别限幅,有效减小超调。
9. 支持多种输出方式:变送输出、固态继电器输出和可控硅触发输出。
10. 标准MODBUS-RTU通讯协议,RS485硬件接口。通讯接口具有高压、大电流冲击等保护功能。
11. 手动/自动无扰输出切换调节,并自动记忆。
12. 校正数据具有备份/恢复功能。
13. 全球通用的85~265V输入范围的开关电源。
14. 24位高速、高精度A/D采集。
15. 支持三种PID控制输出:标准信号输出、PWM输出和时间比例控制继电器输出。
16. 支持I2C扩展口,可外接多种显示模块设置、查看所有参数。
更多资讯,请关注辉达工控微信公众平台!
请 搜 索:KINGDA-HUIDA

辉达工控--热处理自动化一站式解决方案提供商!
----------------------------------------------------------------------
武汉辉达工控技术有限公司
地 址:武汉市硚口区古田二路汇丰企业总部1号楼A座6楼
电 话:027-83592799/82638412
传 真:027-83592799-802