


一、 曲轴调质热处理生产线总述
曲轴调质生产线能满足曲轴及其它中小型锻件调质、正火处理,完成从人工上料到自动淬火,自动进入回火炉回火(或自动运送到风冷室正火)到自动出料全过程,整个系统可靠性高、工艺适应性强。

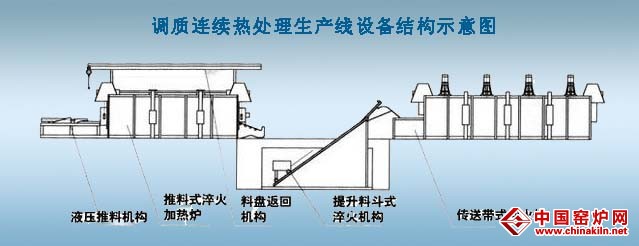
二、 调质连续热处理生产线设备结构简介:
本设备与液压系统、电控系统组成连续式热处理机组。整个调质生产线主要由:淬火炉液压推料机构、推杆式淬火加热炉、淬火水(油)槽提升机构、料盘转送机构、网带式回火加热炉、液压系统、电控系统等设备组成。
1、液压系统由液压站、油路管、油缸组成,为推料机进退及炉门升降提供动力。
2、推杆式淬火加热炉主要由炉壳、炉衬、炉内导轨、前后炉门机构及加热元件组成。
炉内轨道用螺栓连结,在其上放置滚轮、料盘在滚轮上行走,使工件在炉内按规定的节拍运行加热。 前后炉门位置由感应开关控制液压油路电磁阀的开、闭,油缸带动绳轮旋转使炉门产生升降动作。
3、料盘转送机构主要负责将料盘从电炉出料端吊到电炉进料端,为电动自行走机构。
4、淬火提升机构主要由热处理提升机、淬火水槽及冷却系统组成。 提升机构采用升降料斗结构。
A、热处理提升机工作时由卷扬机将料车沿倾斜轨道从淬火槽中拉到高处倾倒工件,倾倒处有感应开关限位,工作节拍由电控系统控制. 0
B、淬火槽由板材及型材组成焊接而成,在淬油槽体两端安装有冷却系统进、出水管道,冷却系统工作时,热淬火液经冷却器冷却后进入淬油槽,可根据工艺需要调节冷却量的大小。
5、本设备及所配套机组由电炉控制柜控制调节并记录其工作温度。
三、调质连续热处理生产线技术参数
1、推杆式淬火加热炉技术参数
额定温度: 650℃;
额定功率: 140+10%KW;
电源: 380V、50HZ 、3P;
加热区: 3区;
炉膛尺寸(长×宽×高): 6300×600×415mm
传送速度: 0.043~0.26m/min;
工件回火加热保温时间: ≥90分钟(可调);
产量: 400Kg/h;
上料方式: 手工整理
2、网带式回火加热炉
主要技术参数
额定温度: 650℃;
额定功率: 140+10%KW;
电源: 380V、50HZ 、3P;
加热区: 3区;
炉膛尺寸(长×宽×高): 6300×600×415mm
传送速度: 0.043~0.26m/min;
工件回火加热保温时间: ≥90分钟(可调);
产量: 400Kg/h;
上料方式: 手工整理:
四、调质连续热处理生产线的电气控制系统设计方案
1.技术说明
本系统由PLC可编程控制器控制所有机械动作,由智能控温仪控制炉温,计算机作为上位机把工艺参数、PLC、多台智能仪的综合管理有机地结合在一起,
2.温控系统控制
温控系统采用模块化的控制方式。加热回路采用PID可控硅调功,调功方式为电压过零,对电网污染小。采用HD-M-MA5000系列智能PID调节模块,采用专家PID无超调算法,能精确地控温,抑制升温过程中的超调量。控制软件使用专业的热处理自动化集散控制软件,系统总貌图、实时曲线、历史曲线、历史数据、工艺记录、报警记录、工艺曲线编程等等多组操作界面,同时兼容无纸记录仪的全部功能。软件还可根据实际使用需求定制化,或进行二次开发。
3.机械动作控制
采用日本原装进口PLC可编程控制器,对各机械动作进行顺序控制和逻辑连锁保护。
4.报警系统
各加热主回路,各机械用电机动作均设有短路,过载保护、热电偶断偶、超温保护及声光报警。
