
1.ǰ��
1.1ȼ������չ��ʷ
������70���������ʹ�õĻ��ǵ�Ч�ʵĵ�ͨ��ȼ��������������ԴΣ����ȫ����ҵ������ˮ����ҵʹ���˸�Ч�ʵ�ȼú��ͨ��ȼ����ȡ����ԭ�ȵ�ͨ��ȼ������ͬʱ���ڲ����pȼ�ϵ�ʵ������IJ�ͬ�Լ����������ɱ���Ŀ�ģ���ͨ��ȼ����������������չ�Σ�������������Ǵӹ��շ�չ�ĽǶȳ������ڼ����ʱ���ϲ���һ�¡���һ���Σ���pillar��˾��ͨ��ȼ����Ϊ���ĵ�һ����ͨ��ȼ�������ڶ��Σ���һ����ͨ��ȼ�����ĸĽ��ͣ��ı�����������ij��ڷ�ʽ�����������ú����ķֲ�λ�á������Σ��ܹ�ȼ�����ֻ����ȼ�ϵĶ�ͨ���Լ�����ͻ���Ե�����˫ͨ��ȼ������ʵ���ϣ���ͬ������ȼ�����˴�֮�䲻����ͬ���ıȽϣ���Ϊ���������ʵ��Ҫ���Dz���ͬ�ġ�
1.2ȼ���������ܺͲ���
������ȼ������������Ȼ�Ǻ���Ҫ�ģ�����ʵ�ʵ�ʹ���У����ܺͲ�����ʵ��ͬ����Ҫ�ġ����ܺõ�ȼ������ʹ��������õ�ʱ��һ�����ܷ������ص㡣������һ���ȼ����������зdz����õIJ�������ôЧ��һ����dz��á�����ijˮ�೧����ͬ��ģ������ʹ�õ���ͬ��ȼ��������ʹ������ͬ��ȼ����ͬ�������ȼ���������һ����ʵ�ʵ������У�ȼ�����IJ�����ʱ������ռ�˸���Ҫ�����ء���ˮ�������У��豸�����ܺ�ʵ�ʵIJ��������ศ��ɵģ������������У�ȱһ���ɵġ�
2.ȼ�����Ĺ�������
��תҤȼ��������Ϊȼ���ṩ��ȼ�Ϻ���������ͬʱҲ�ǻ����������Ҫ�Ķ���װ�á���ˣ���ȷ�Ĺ��գ����ṩ���õĹ��������������գ��ɱ����ٶ�ʮ�ֵ���Ҫ��
2.1һ�η�
һ�η��Ƕ�ˮ���ճ�ϵͳӰ�������˹��磬������������ú�۵����ã����ҶԻ�����Ωpȼ��ȼ�թp�������η���������кܴ��Ӱ�죬��˾�ȷ�Ŀ������������ϲ��p��������ߺ�ú����Դ�Ľ�ʡ��
2.1.2һ�η���
һ�η���¶Ⱥܵͣ�����IJ���ȼ�չ��������ԵĽ������Ż������p��������ĩpҲ������ú�۵�ȼ�ն������Դ���˷ѡ�������һ�η���������ȼ�Ϻͻ�����ε������������ȡ�������ֻ�о�������һ��������ܷ���������һ�η�p���η�pҤβ�����������е�ռ�����Ա�֤ȼ������ȼ��Ч����
2.1.2һ�η������ʽ
���ڵĵ�ͨ��ȼ����ȫ����һ�η��ú�۴�ͬһ��ͨ���������ʵ֤������һ�η��ʸ߶��һ�����״Ҳ�Ƚϲȼ�����ʮ�ֲ��á����ö��ͨ�����һ�η磬�������Խ���һ�η��ʶ��Ҹ��ٵ��������绹���Դ�����������µĶ��η磬�ڲ�����������������������ڲ�������������ȼ���Ż����������ķ���ںڻ�ͷ�Ա���ȼ�������ڸ��±��ջ���ͬʱ����������ij�����״ҲӰ����ȼ�գ�����뻷϶ʽ���ڣ������������������������Ƶ�Բ�Ϳ׳��磬�ⲻ����С��������������ڱ�֤�˳��ڶ����Ļ����ϣ������˻���նȣ�������һ�η���������������˶��η硣����ij��˾������˫ͨ��ȼ������һ�η��������һ�黷����ȼ����������������������һ�η��ʶ��ҿ��Լ��ص�������ǿ�ȡ�
2.1.3һ�η��ٶȺ�����ǿ��
һ�η�������ٶȺ������������ǿ�ȶ�ȼ�պ�Ҥ�����бȽϴ��Ӱ�졣ȼ���������ٶ�Ҫ�ʵ���������������ϵĶ��Ϻ�Ҥβ�¶ȹ��ߣ���С�����ڻ�����κ�������Χ�ĸ��¿����Լ���ɻ������ƣ����ȱ�������������������ǿ����һ�η���һ����Ҫ��ָ�ꣻ���ʵ�����ǿ�ȼ���ȼ�Ϻ�ȼ�տ����Ļ��,�����ڻ��������γɸ��»�����������ȼ�ջ�����ʹȼ����ȫ�������ڻ������������γ��������Ĥ������ҤƤ�����ǹ������ʹ����������ȼ���������ƶ��������졣ʵ�ʹ����е�����ǿ��ͨ���ǵ������⾻��ȣ������ı�һ�η�����ͳ��ڶ���������ܷı���ڶ���ǰ���¼����е���Ҳ��ȼ��������Ҫ�Ĺ���ָ�ꡣ
2.2����
��������������Ҫ�����ܴ���ͨ������������д����ģ���˻�����¶Ⱥ���״��ʮ�ֵ���Ҫ�������¶ȷ�ӳ���������ӵķֲ���������ȵķֲ����������շdz����������ݹ����о��������̶�խ�Ļ��������������ϵ����թpú�۵�ȼ�թp�����Ľᾧ��ҤƤ��ȼ�����������ӳ����������ֻ���������ֲ�Ҳ�Ƚ����롣������ȶ��Խ���֤�������յ��������ȶ��Ժ��豸���еİ�ȫ�ԡ�Ӱ��������Ҫ��һ�η��ʩp�����ٶȣ�����ǿ�ȣ�ú������p������С�ȡ�
2.3���涯������
���涯�������ǹ��ⳤ���о��ó��Ĺ��ڻ�����ε����ۡ����������ΪӰ�������״�Ĺؼ�������һ�η�ı��ʳ���һ�η���ٶȣ������õ���״����Ҫ����ֵ�����1200��1500(%,m/s)��ͬʱҲ�����õ�λ�ȺĵĻ�����������������Ĺ���״�����䶨���ǵ�λʱ����ڷ�����kg/s�����Գ����ٶ��ٳ��Ե�λ�Ⱥģ������о�������3—7N/MW֮���DZȽϺ����Ļ���������Χ���������Ļ���ᵼ�»����������������ȼ�������β��ֹ��ߵ�Ҥ�����¶ȣ���������������ƣ�ͬʱ���ȶ���Ҥ�����Ұ����Ź������������������˻���������������ᾧ��
��תҤ����Ϊ��������ȼ��������Ŀ����Ϊ�˾�����������������ȴ���Ķ��η�ʹ��ȼ��ȼ�վ����ܽӽ����η�ۼ���Ҥ���ߡ���ͽ�����Ϊʲôȼ�����Ķ��������˻������״�����߶�����ζ�Ÿ���Ļ�Ϻ��̸��ȵĻ��档
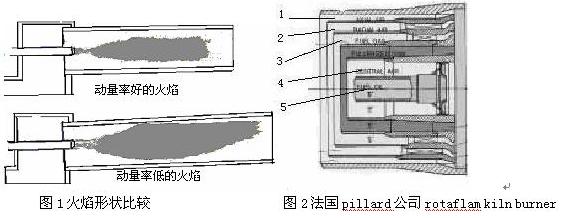
Ҥ�ںõĻ�����״����ʹ�þ����ٵĿ���������û��CO�IJ��֣�һ������ȷ���涯����ȼ���������¶ȶ�߶����бȽϵͶ�����ȴ���ĸ��������ȼ�����и��͵�NOX������ͼ1�Dz�ͬ����������״�ıȽϡ�
3.������ú��ȼ��������
����ˮ����ҵ��ȼ����������ʼ��չӦ������������70������Է���pillard��˾���Ƶĵ�һ����ͨ��ȼ����Ϊ��㡣ʵ���ϣ���֮ǰ����������ģ��ȼ��ȼ������˫ͨ����ȼúȼ�����������ڶ�ú��ȼ�պ����̶�����ѧ�о������Լ�������������IJ������ڹ�ҵ�����У�Ч���������롣Pillard��ͨ��ȼ�����ij��֣�����ȡ����ԭ�����ĵ�ͨ��ȼ����������ú�ܣ���ͬʱҲ��ʽ����ˮ����ȼ�������о����������ǵ����ߡ�
3.1pillard��˾������ú��ȼ����rotaflamkilnburner
rotaflamkilnburner��pillard��˾����ԭʼ����ͨ��ȼ���������Ϸ�չ�����ģ���Ч�ʺͽ��ܷ��涼�õ����ơ�
3.1.1����ԭ��
��1��Rotaflamȼ���������������Ҫ�ǻ���GRC��¯ȼ�����ľ��鷢չ�����ģ������Ż��˻����ȶ��ԡ������ȶ������������������߶ȵ�ͬʱ����������������������֤�˼�ʹ������Ҳ���кܺ��ȶ��ԵĻ��档
��2��ú�ۡ�ȼ�ͺ�ȼ����������2�������ܵ��������������µ����Ŀ��Ϊ�˱��������ڻ����������ۼ�������NOX��
��3���ⲿ��ܳ�������ij��ȡ����ֳ���λ�÷ֲ������ȼ�ճ��ڻ��γ�ʮ�ֿ������͵���չ����������ʹ�����нϺõ���״��
��4������������������Բ�����䣬�������Ļ�϶���ڲ�ͬ����һ���ʹ�����ⲿȼ�չ��ܹ�ͬ�ᡣ���һ�����������������ĸ���CO2���壬�Լ���O2�ķ�����
��5��ͨ���Ż�ֱ���������綯���Ȼ���˸�Ч�ʵ�ȼ��/������ϡ����ң��봫ͳ��3ͨ��ȼ�����Ƚϣ�rotaflam��һ�η���ֻ������һ�룬����ȼ�����ij��ڶ���ȴ������ӡ�
3.1.2�����ص�
��1���нϺõĻ�����״���ҽ����˻���ķ��£������ֲ����á�
��2������ʹһ�η���������4%��ȡ����֮���Ǹ��»�������(700-11000C),ʹ��ȼ��ȼ�ո�����ȫ����Լ��ʡ1.5%��ȼ�ϡ�
��3�����˶Ի�����״���ڹ��̲������˵��ڵķ�Χ��
��4�����ڻ����¶ȷ�ֵ�Ľ��ͺ��»������������ӣ�ʹNOX�����������١�ͼ2��pillard��˾ȼ�����ṹͼ��1���⾻��ͨ��2��������ͨ��3�Ƿ�úͨ��4���������ͨ��






